
![]()
![]()
![]()

![]()
職人の経験年数からの技
- 三泰工業所では小規模・少人数ながら高い技術力と難易度の要求されるものづくりに挑戦しています。
- 短納期での小ロットの製品の加工など、小回りの利く仕事運びで正確さと満足のいく納期が可能です。
- 難削材,チタン,コバールなどの難削材の加工にも積極的に挑戦し,確かなノウハウをもって品物を提供いたします。
- ものづくり一筋経験年数15年以上の職人のみの少数気鋭のプロの技をお届けします。
|
L=5.7mm φ0.75部にφ0.5の穴が4mm空いています。右端Hカット部(厚み0.5)にφ0.45の穴が貫通。 |
薄いSUS303
薄いです。右側外形部φ2.72-内径部φ2.53=肉厚0.095mm。さらに90度刻みで4か所にφ0.35に穴が空いています。 |

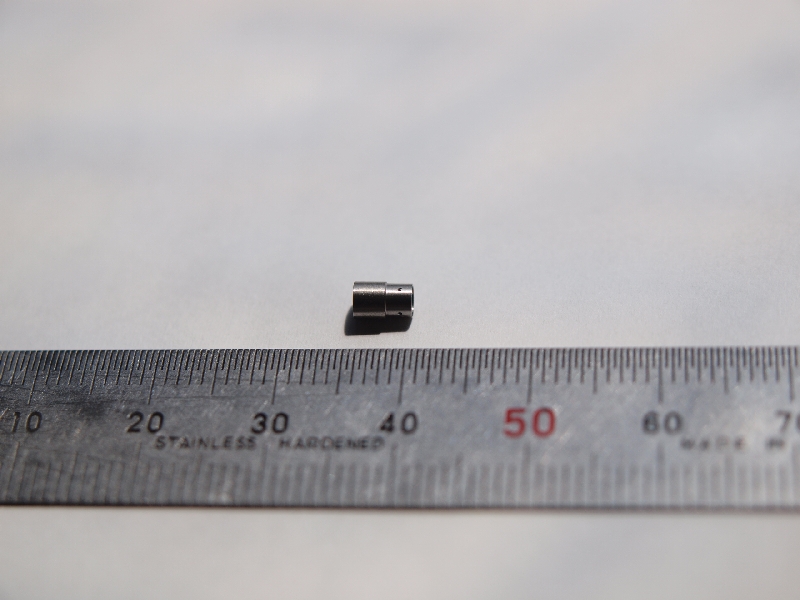
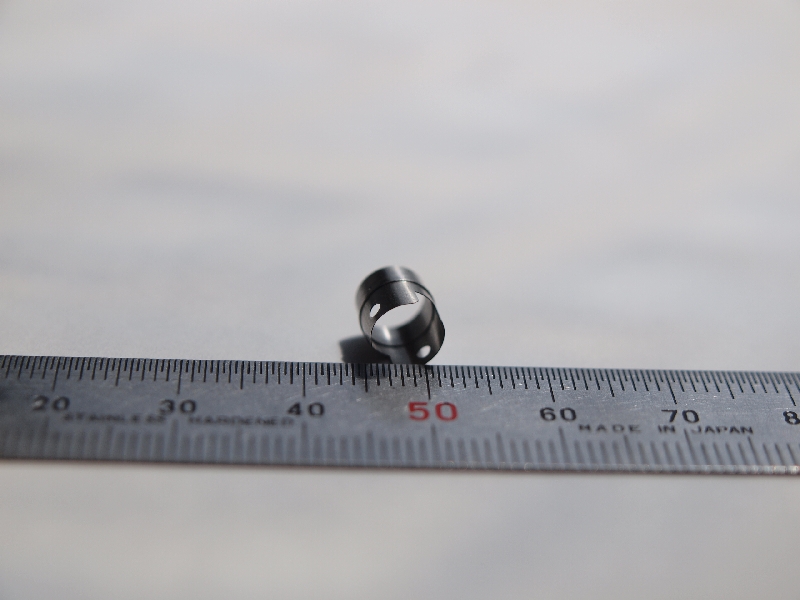
紙より薄いSUS303
正面の円(φ6.3)に切欠きが2か所あります。肉厚0.07mm。機械加工の限界の厚さでしょう。また困ったことにクロス方向から穴(φ1.25)が2か所も空いています。 |
細長いSUS303
φ1.5部、長さ22mm。先端部M1タップ貫通。左側ローレット加工。 |
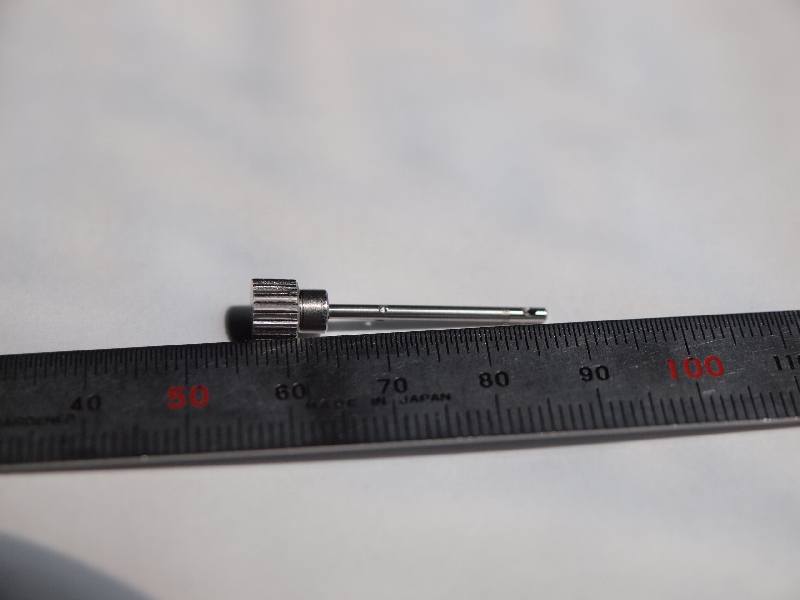
|
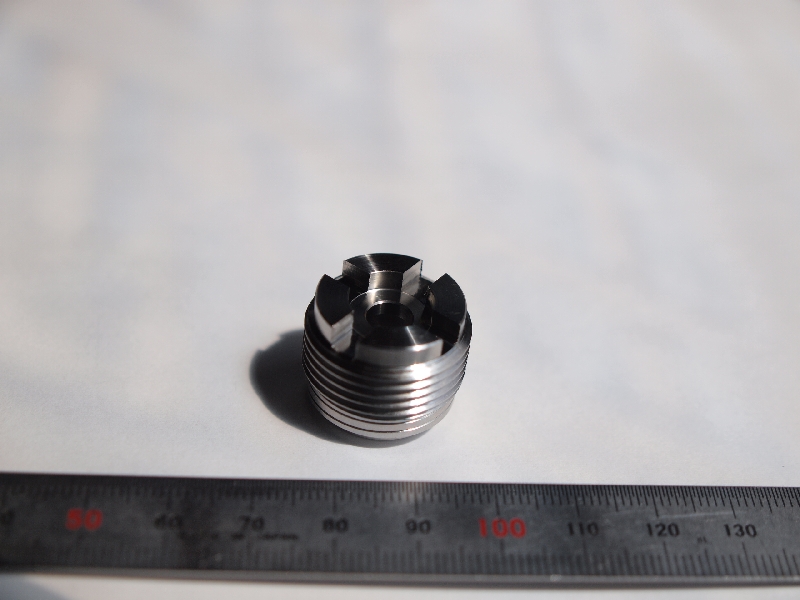
0.4mm幅、深さ0.65でスリワリが20度刻みにて18ヶ所。 |
R溝SUS304
R溝×4。φ1.2クロス穴3×8=24ヶ所。 |


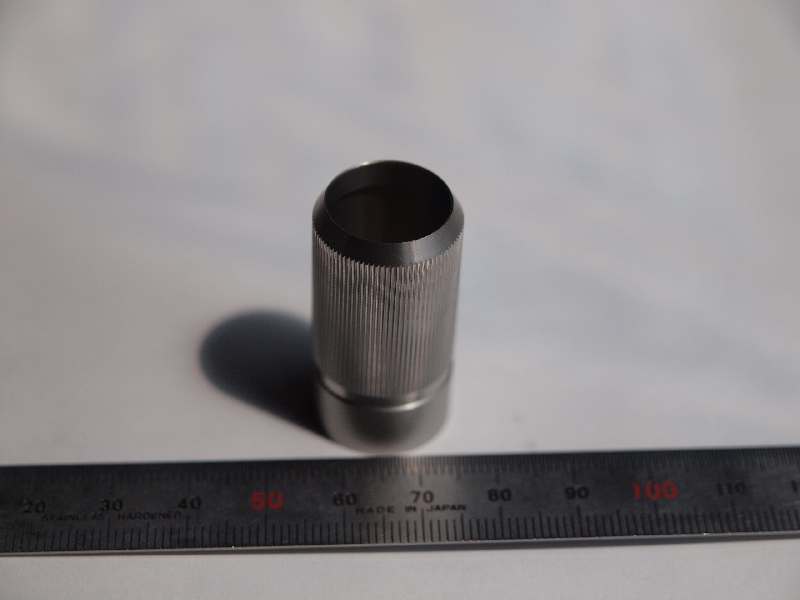
純チタンM4タップ貫通
M4タップ貫通。ローレット細目。 |
SUS630
φ26。 |

A5056
φ12。 |
コバール(Kovar)
肉厚0.2mm。 |

S45C
φ26。 |
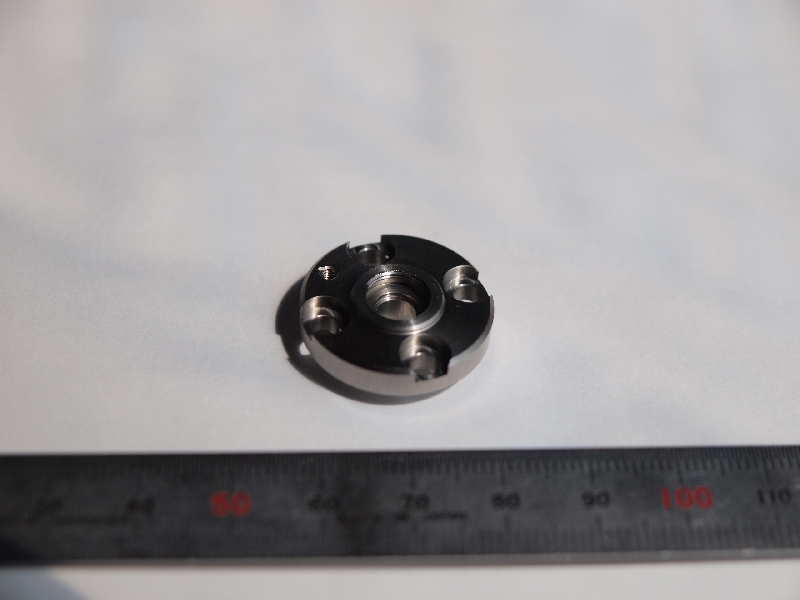
SUS304
複合NC旋盤の機能を生かしました。φ26。 |

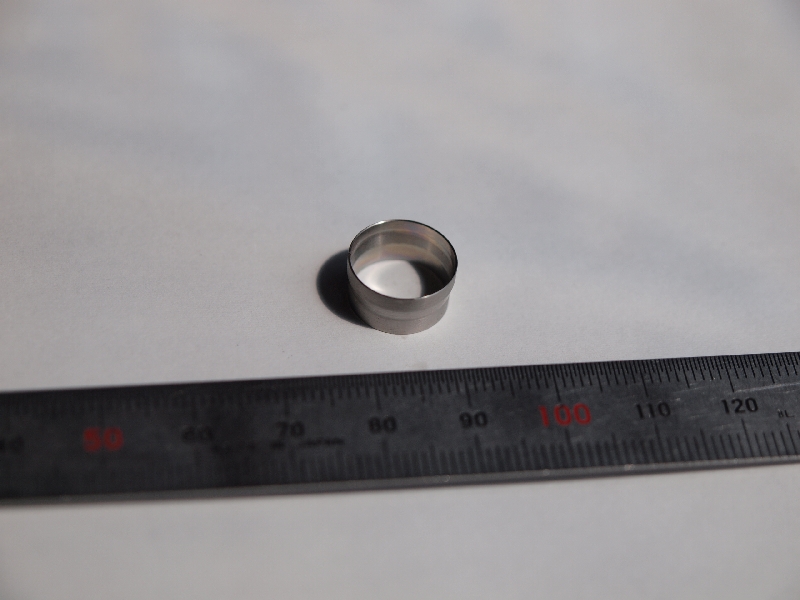
ASK3000
肉厚薄い面にローレット加工。φ19。 |
C5191(リン青銅)
円柱部奥に長手方向溝。 |

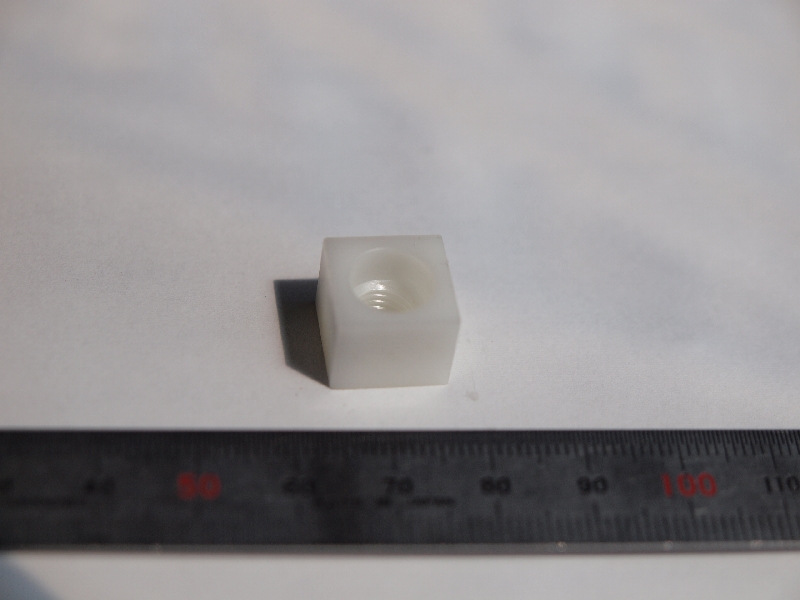
樹脂(デルリン)
丸棒からの削り出しで正方形にしています。 |
SUM24(快削鋼)
φ15、L=240。シャフト。 |

SUS303
一体もの。突起部にM1タップ加工。 |
アルミ(A5056)
φ26から削り出し。 |


|
SUM24。R部φ4(R2)。 |
SUS303
φ9.5部にφ5.5幅12mmの偏芯加工。 |

![]()
製品作成における機械使用時の特徴
- ○主なNC旋盤は背面主軸+背面C軸を持ち、同時加工、位相同期、重畳制御が可能です。
- ○回転工具(XYZ軸方向)からの加工により、彫り込み、穴あけ、ミーリング等の複雑な形状もお任せください。
- ○最大回転数10000rpm、極小径の穴あけにも対応いたします。
- ○マクロを効率的に組み合わせたNCプログラムを作成し、加工を行うことでアイドルタイムを削減することが可能です。
- ○CADソフトを使用することで、正確な交点を求め、丁寧なプログラムから精度の高い製品を生み出します。
- ○高性能のチップのみに頼らず、『ロウ付けバイト』も効率的に使用することで、加工時間の削減→製品単価の削減が可能です。



